Introdução
O que é?
Em qualquer processo os recursos produtivos são os elementos que realizam a função de operação. Este recursos podem ser máquinas ou pessoas e em algum momento estes recursos irão realizar paradas na operação, seja por eventos planejados (ex. troca de turno) ou por eventos não planejados (ex. quebra de máquina). Estes eventos tem impacto direto no desempenho produtivo e devem ser controlados.
Quais os benefícios?
O controle de paradas tem como base o registro de hora a hora de operações. Através da coleta dos dados nas operações é possível identificar principais ocorrências que impactam na disponibilidade da produção. Este controle promove uma visão detalhada das suas operações e permite auxiliar na identificação de causas de ineficiência e uma das bases de melhorias no processo e gestão da capacidade produtiva.
Capacidade, Demanda e Custos
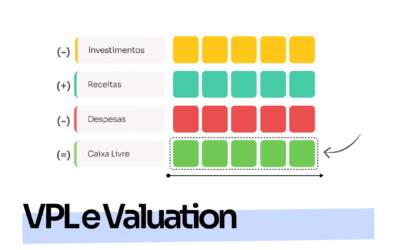
A medida que produtos e serviços são vendidos, os processos tem horas de demanda de produção. Contando com os recursos e as disponibilidade para produção, temos a capacidade produtiva. Quando ocorrem paradas, sejam elas planejadas ou não, a capacidade produtiva se reduz e as operações se tornam menos rentáveis.
Passo a Passo
Como fazer?
Neste guia preparamos um passo a passo com as principais etapas necessárias para implementação do controle de paradas no seu negócio.
1. BRAINSTOMING
É necessário definir quais operações serão medidas e ter uma lista das paradas que costumam ocorrer nas operações. Este tipo de controle pode ser estendido a todas operações da empresa, mas para fins de ganhos, é importante priorizar as operações “gargalo”, que são aquelas operações mais lentas, que exigem trabalhos manuais e com pouca disponibilidade de recursos.
Também é importante categorizar as paradas em dois critérios a serem avaliados posteriormente: paradas programadas e paradas não programadas.
- Paradas programadas são causadas por eventos com tempo planejado. Exemplos são os intervalos de almoço, reuniões de equipe, manutenção preventiva, setup e etc.
- Paradas não programadas são caudas por eventos sem planejamento prévio. Exemplos são falta de material, problemas com transporte, queda de energia, quebra de m´quina, ausência de operador e etc.
2. Coleta de dados
Nesta etapa deve ser feito o registro do hora a hora das operações, ou seja, registrar todas as ocorrências de paradas ocorridas na operação durante o período. É importante registrar a data do registro, a operação de coleta, as paradas ocorridas e a hora de início e a hora de fim das ocorrências. Ao final é deve-se registrar observações e causas que possam ser identificados para os problemas. Com base nestes dados será possível realizar a análise consolidada e avaliar criticamente os desvios.
3. Análise dos dados
Para análise dos registros do hora a hora existem duas poderosas ferramentas: O gráfico de Pareto e a Análise ABC. O gráfico de Pareto organiza os dados pelo tempo das ocorrências, da maior para a menor, permitindo a identificação dos principais desvios.

A análise ABC classifica os dados pelo tempo das ocorrência e em função da quantidade de ocorrências, permitindo avaliar os segmentos mais críticos dos desvios. O segmento A corresponde por até 70% das ocorrências, o segmento B por até 20 % e o segmento C por até 10.
Com a identificação correta dos tempos e quantidades de ocorrências poderão ser feitas análises aprofundadas e definir claramente as principais ocorrências que afetam a disponibilidade da operação.
Tabela de controle de Paradas
| Ocorrências | Acumulado | Percentual | Acumulado % | Categoria |
|---|---|---|---|---|
| Energia Elétrica | 10 | 27% | 27% | A |
| Limpeza | 7 | 19% | 46% | A |
| Água/Óleo | 3 | 8% | 54% | A |
| Defeito Elétrico | 3 | 8% | 62% | A |
| Abastecimento | 3 | 8% | 70% | A |
| Aquecimento | 2 | 5% | 76% | B |
| Programação | 3 | 8% | 84% | B |
| Setup Externo | 2 | 5% | 89% | B |
| Operador | 1 | 3% | 92% | C |
| Outros | 2 | 5% | 97% | C |
| Ajustes | 1 | 3% | 100% | C |
Além disto pode-se realizar uma análise mais detalhadas utilizando o gráfico de Pareto para as paradas Não programadas e para as Programadas.
4. Investigação e plano de ação
Com a visão detalhada gerada pelas análises, é possível investigar a fundo as causas raízes de cada um dos principais desvios e buscar ações para redução ou eliminação dos problemas, buscando aumentar a disponibilidade das operações e por consequência a sua eficiência. Para isto pode ser utilizado o Diagrama de Ishikawa.
Diagrama de Ishikawa de Paradas

Com o diagrama busca-se encontrar as causas para uma determinada parada ocorrer. São avaliados diferentes âmbitos para detalhar as causas raízes da parada da operação.
Outra ferramenta que pode ser combinada com a análise de Ishikawa é a técnica da “árvore do problema”. Árvore de problemas é uma ferramenta de desdobramento de uma situação-problema, através de suas principais causas (raízes) e os efeitos (consequências) no projeto, negócio e/ou usuários. Abaixo temos o canvas da Árvore do problema:

Este e outros materiais você pode acessar de forma gratuita em nossa área de membros! Basta fazer o seu cadastro ou entrar em www.resultar.com.br/app
5. Melhoria contínua
Com a análise de Ishikawa realizada você poderá definir um plano de ação para endereçar as causas principais e buscar as soluções mais eficazes para a situação problema. Uma dica valiosa é a organização da sua implementação através do método PDCA.
Plano de Ação PDCA para controle de Paradas
| Problema | Plan (Planejar) | Do (Executar) | Check (Verificar) | Act (Agir) |
|---|---|---|---|---|
| Quebra de Equipamento | Identificar causa raiz e preparar plano de manutenção | Realizar manutenção corretiva/preventiva | Avaliar eficácia da manutenção e registro de downtime | Implementar melhorias no processo de manutenção |
| Erro do Operador | Revisar procedimentos e treinamentos necessários | Conduzir sessões de treinamento e atualização | Monitorar desempenho do operador após treinamento | Ajustar procedimentos e reforçar treinamento conforme necessário |
| Falta de Materiais | Analisar cadeia de suprimentos e identificar gargalos | Implementar estratégia de estoque ou encontrar novos fornecedores | Revisar níveis de estoque e tempo de resposta dos fornecedores | Otimizar gestão de estoque e relacionamento com fornecedores |
O PDCA engloba 4 etapas: Plan (Planejar), Do (Executar), Check (Verificar), Act (Agir). O PDCA não é uma ferramenta, ele é um método cíclico que pode ser repetido continuamente. Em cada uma das suas etapas podemos utilizar ferramentas que nos ajudem a atingir os objetivos desejados. Através do PDCA é possível melhorar continuamente os processos, promovendo uma maior organização dos recursos, prevenindo problemas e perdas e otimizando os ganhos.